
A Comparison Between Conventional and Thermodynamic Methods
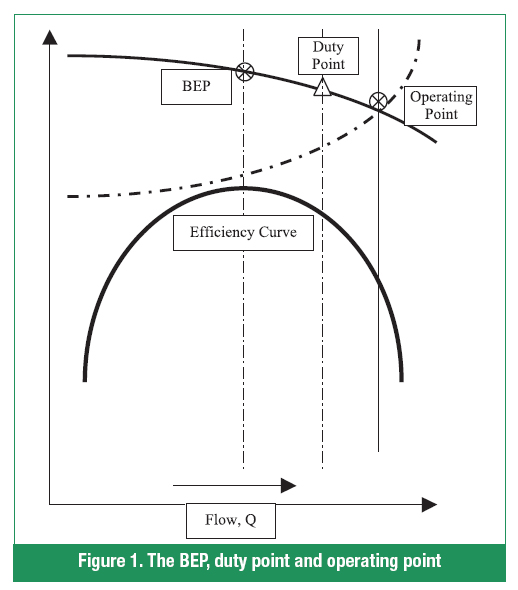
Energy conservation is the need of the hour. Pumps are found in abundance in almost every industry and utility. Of them, the most common are centrifugal pumps due to their great versatility and wider operating range. They vary in size from a few kilowatts to towering megawatts and operate between efficiencies of 20 and 90 percent. A poorly selected pump or a pump that does not run at optimum design duty point is a classic symbol of wasted energy. It, therefore, becomes important to evaluate the performance of these pumps using the available methods.The operating versatility of centrifugal pumps have made them widely used despite the fact that this versatility does not guarantee an energy efficient operation over a wide operating range. A centrifugal pump is most efficient at its best efficiency point (BEP), which may or may not be its duty point. Again, the important term is operating point rather than the duty point or BEP, which may or may not coincide with the latter two. Therefore, selecting the proper pump for a particular application becomes important, giving due consideration to the future requirements and attempting not to under- or overestimate the design margins and end up with an undersized or oversized pump.
When a centrifugal pump is already in place, nothing much can be done except to evaluate, accurately, the operating point and the associated parameters governing the specific power consumption and to make the pump operate as close as possible to the duty point to attain energy efficiency in a real sense. This can be achieved either by measuring the flow, power and head and calculating the efficiency (conventional method) or measuring the efficiency, power and head and calculating the flow (thermodynamic technique).
With the increasing cost of electricity, more importance is due to the operational costs rather than the capital cost of the machine set. This approach is life cycle cost (LCC) of the asset. On average, depending on the application, the operational cost is almost 60 to 65 percent of the total LCC of the machine. This article discusses the advantages of asset performance evaluation using the thermodynamic method instead of the conventional method.
Thermodynamic Method
Unlike conventional methods involving flow measurements for efficiency evaluation, the thermodynamic method measures the inefficiency of the machine, making the readings more reliable. This is an ideal method. It is suitable for smaller machines, too. The method is based on the first law of thermodynamics and requires differential pressure and temperature measurements across the machine to evaluate its efficiency. When this is combined with power measurements, flow can be accurately calculated as shown below:
This method has been widely used for more than 25 years on more than 12,000 pumps, blowers, compressors and hydro turbines throughout the world with great success.
Need for Performance Evaluation
As stated earlier, centrifugal pumps' ratings vary from a few kilowatts to megawatts. Even the operating efficiencies vary between 20 and 90 percent. Monitoring the operating efficiencies becomes critical to get an idea of the energy savings potential and also to visualize the asset condition. The poorer the machine, the more the operating cost and the higher the energy savings potential.
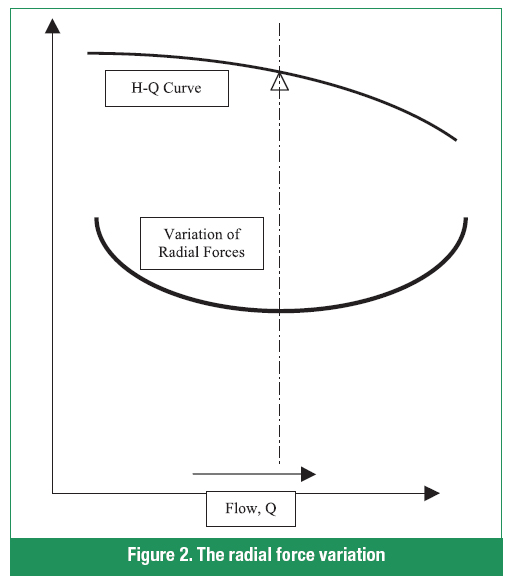
A pump operating away from its duty point badly affects the life of the seals, bearings, wear rings and shaft. The radial forces in the pump are lowest at the duty point and increases with the shifting of the operating point on either side of it. Therefore, to maintain the asset's integrity, to have a record of the operating efficiency and assess the energy savings potential, pump monitoring becomes a regular requirement.
Advantages of the Thermodynamic Versus the Conventional Method
The conventional method involves the measurement of flow for an efficiency calculation. So, its accuracy largely depends on the accuracy of the flow measurement in addition to that of power and head. However, using the best of techniques, the flow measurement accuracy—using a non-intrusive, ultrasonic flow meter (USFM)—is bound to be less than ±5 percent in the field. This can be improved by increasing the number of passes with a USFM or permanently installing a magnetic flow meter in the line. Both these, however, are not justified as the former makes the efficiency evaluation too costly while the latter requires pipeline modification (cutting the pipe and installing the magnetic flow meter) for permanent installation.
Noise and vibration is another factor that largely influences the accuracy of flow measurement and, therefore, the efficiency calculation. Besides this, accurate flow measurement using USFM requires at least 10 times the pump flange diameter of straight length pipe work for its installation. This number limits the accuracy of the flow measurement for existing installations in which such distances are not available. All these limitations make the conventional method's uncertainty higher than that of the thermodynamic method. Sample calculations in Table 1 illustrate this fact.

The pump efficiency calculated conventionally is 80.25 percent. The uncertainty associated with the efficiency calculation is ±5.05 percent using the root mean square method. The uncertainties in power and flow measurement are assumed to be ±0.7 percent and ±5 percent respectively, while the uncertainty in specific hydraulic energy is calculated as ±0.31 percent.
The uncertainty in efficiency is directly governed by the uncertainty in flow measurement. Therefore, the flow measurement has to be most accurate to precisely evaluate the pump efficiency using the conventional method.
The pump efficiency calculated by the thermodynamic method is 83.73 percent. The uncertainty associated with efficiency calculation is ±2.11 percent using the root mean square method. The uncertainties in pressure, velocity head, elevation head and differential temperature are assumed as ±0.3 percent, ±5 percent, ±0.01 meter and 3 milli Kelvin, respectively.
It can be seen that the uncertainty in efficiency is directly governed by the uncertainty in the differential temperature measurement. Therefore, the differential temperature measurement has to be most accurate to precisely evaluate the pump efficiency using thermodynamic method.

Conclusion
As seen above, uncertainty in the efficiency evaluation is high at ±5.05 percent for the conventional method as compared to ±2.11 percent for the thermodynamic method. Moreover, uncertainty with the conventional method will likely get worse at lower flows for the same pump curve due to the induction of turbulence and noise in the flow.
It is also worthwhile to note that the conventional method may misguide plant personnel as it has a tendency to make a pump look better or worse depending on the flow measurement. During the acceptance testing for new installations, it may cause outright rejection or acceptance of the pump, which may cause losses to the company or the pump manufacturer. At the same time, it has an equal tendency to show a higher or lower energy savings potential, which is misleading for the energy management group.
Energy savings potential helps the plant personnel with decision making. It helps them decide whether to undertake a particular project on a monetary savings basis or not. It also helps them decide whether to go for reaping clean development mechanism (CDM) benefits or carbon credit earnings. All in all, if the factor used for decision making in itself is misleading, the decisions will also be misleading. This will eat up the noble cause of energy management and energy conservation. It is recommended to get your energy consuming pumps (for example, boiler feed, cooling water and condensate extraction pumps) tested thermodynamically to supplement decision power.
Pumps & Systems. June 2011
