
The population of industrial pumps is aging. An article from Pumps & Systems’ August 2012 issue chronicled the repair of an 82-year old pump still in service in a major refinery. Like this refinery, many industrial operations use pumps that have been in service 30 to 50 years or more.
This article presents a case study of a recently refurbished vertical pump. The case study demonstrates how the problem of an unavailable, critical part was overcome through reverse engineering. It also shares the lessons learned and how to develop a strategy to overcome part shortages for old or obsolete pumping equipment.
Critical Part Shortage Identified
A single-stage, vertical pump in a service water application was sent for repair by a nuclear power plant to a qualified, independent pump service and engineering provider. A thorough inspection was performed. Although several important parts had to be reverse engineered and manufactured, all but one were machined parts for which raw material was available. One large cast part, a large aluminum bronze suction bowl weighing more than 500 pounds, was identified as the critical delivery issue.
 |
| Severely eroded suction bowl Photo courtesy of Hydro Inc. |
Modern Technology applied
The independent service provider had a skilled, in-house engineering team that used process control procedures for reverse engineering under its Nuclear Procurement Issues Committee (NUPIC) audited quality assurance program. This service organization understands that reverse engineering is not the same as replicating. The service center’s engineering team evaluated the critical characteristics of the component, which is an essential step in developing a replacement part that will meet the same form, fit and function as the original.
The engineers started the process by producing a 3-D model and a 2-D drawing of the suction bowl, capturing the part’s geometry with the aid of a state-of-the-art coordinate measurement machine (CMM).
The portable CMM, with a seven-axis articulation and equipped with both contact and non-contact (laser) probes, enabled the engineers to quickly capture the dimensions of the suction bowl with high precision. To address the missing geometry of the eroded vanes, an engineering analysis was performed to reconstruct the original geometry. With this information, a 3-D model was created. In addition to measuring the geometry of the part, all the critical characteristics—such as hardness, chemical composition, surface finish, fits and tolerances—were evaluated.
The reverse engineered data of the bowl’s hydraulic passageways was then thoroughly reviewed. This included vane-to-vane distance, vane curvature from the leading edge to the trailing edge, hub and shroud curvature, vane thickness distribution, and all other critical dimensions. The hydraulic contours of the 3-D model were then smoothed without significantly affecting the original geometry, and the vane thickness distribution was made uniform. The 3-D model developed for the casting was completed by adding machining allowances for bores, flange outer diameters and faces.
Once the 3-D model for the casting was complete, the service provider’s engineers worked with a reliable foundry known for producing excellent aluminum bronze castings to develop a manufacturing and quality plan to cast the replacement suction bowl. With a thorough understanding of the latest rapid casting processes, the engineering team created a casting plan that included a layout for the risers, gates, runners, sprue and other mold package details. This plan was engineered using solidification simulation software so the engineers could determine the optimal layout for the mold package. A well-designed mold package reduced the risk of a failed casting and maintained the rebuild schedule.
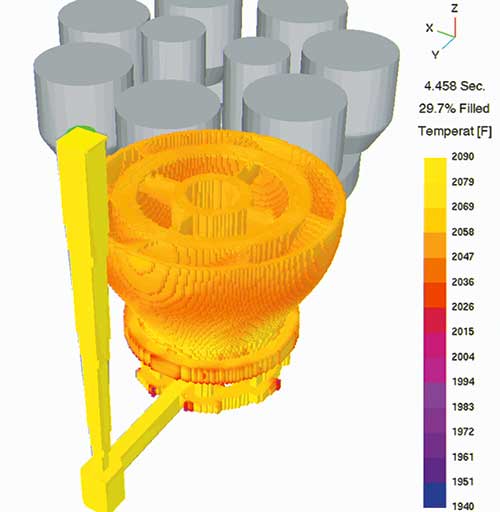 |
| Solidification simulation Image courtesy of Hydro Parts Solutions Inc., a Hydro Company |
Once the casting plan was complete, the 3-D model was used to make a large, sand-printed mold package. The mold package consisted of several mold pieces and a large core for creating the intricate details within the bowl. This modern technology allowed the service provider to produce a successful casting in a timely manner without a hard pattern or core box.
 |
| Typical sand-printed core Image courtesy of Hydro Parts Solutions Inc., a Hydro Company |
Inspection and Testing
The cast suction bowl was sent to the service center for inspection by the quality assurance team. The chemical and physical characteristics were analyzed and found to be within the American Society for Testing and Materials (ASTM) ranges. It was also observed that the casting’s surface finish and dimensional accuracy was superior to that of conventional castings for the given material.
The service center’s engineering team proceeded with a part comparison to ensure equivalency. Using a CMM, a 3-D model was created with the cast part and overlaid onto the 3-D model of the reverse engineered suction bowl. In Figure 1, the yellow area shows the reverse engineered model. The blue area shows the cast bowl model. The overlapping surfaces of both models confirm the conformance of the geometry of the cast bowl to the geometry of the reverse engineered bowl.
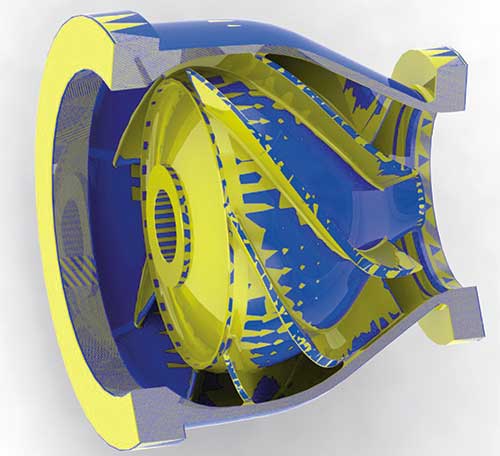 |
| Figure 1. Comparison of 3-D models Image courtesy of Hydro Inc. |
Any observed deviations from the geometry of the reverse engineered bowl were determined to be negligible and were far less than the deviations that typically occur in conventional castings. Furthermore, the critical hydraulic dimensions on every vane passage were confirmed to be correct and uniform to ensure hydraulic performance and operational stability.'
The suction bowl was finish machined, and after passing another inspection by the quality assurance team, the vertical pump was rebuilt using the proper assembly procedures. The completed pump was then performance tested at the service provider’s independent test lab. The test results confirmed that the pump performed with improved efficiency, and it proved the integrity of the reverse engineered part. The nuclear power plant accepted the certified test report and returned the vertical pump to safety-related service.
 |
| Bronze suction bowl on horizontal boring mill Photo courtesy of Hydro Inc |
 |
| Performance test for an Ingersoll Rand vertical service water pump Photo courtesy of Hydro Inc. |
A Strategy for Difficult-to-Source Parts
As this case study clearly demonstrates, the ability to reverse engineer and manufacture major pump components, especially cast components, coupled with the experience necessary to repair and performance test those pumps, has proven to be an effective way to extend the life of older pumps. Adopting this concept as a strategy requires that end users and operators establish these steps as part of their long-term supply stream and fund the personnel and systems necessary to put the strategy on a successful path. Critical steps are:
Evaluate the facility’s pump population by age and by OEM.
Determine which pumps (age and OEM) are still supported with spare parts availability by the OEM. Three groups will likely emerge. Group 1 will be pumps still supported by inventory that is available for immediate delivery. Group 2 will be pumps that are not supported by inventory but are supported by drawings and patterns (if needed). Group 3 will be pumps that are no longer supported.
While Group 3 may appear to be the highest area of concern, Group 2 is also a problem because the lead-time needed to manufacture spare parts may exceed the lead-time that supports end users’ operations. Adding Group 3 to Group 2 pumps that have a clear lead-time problem would create a group labeled unsupported pumps.
Identify the unsupported pumps in the group of critical pumps. This allows end users to set priorities since, usually, a facility cannot focus on all pumps.
Identify the existing inventory of parts related to the unsupported pump population and immediately begin a reverse engineering program for these parts before the last part is used. Reverse engineering could be conducted internally or by using qualified external resources.
Make sure that parts are reverse engineered during routine maintenance events, while they are available and before they go back into the pump.
These steps will not solve all problems. At some point, new pumps must be introduced into the system and old pumps must be removed. However, an active program to extend the life of the current pump population will save significant amounts of money. P&S
.
