
Editor's Note: This is the first in a six-part series on seals. For other articles in this series, click here.
Find a reliable dry gas seal system for any application.
As manufacturers continue to increase production capabilities to meet customer orders, the demand for compressors with higher speeds, higher pressures, lower and higher temperatures and larger sizes is also growing. A properly functioning compressor is critical to optimal plant operation. Compressor failure can bring down an entire plant or bring production to a halt, costing a company $250,000 an hour or destroying millions of dollars of catalyst. Therefore, a reliable, well-designed dry gas seal system included with a compressor can make a difference to a plant’s bottom line.
Typically, compressors with dry gas seals are used in applications in which they are critical parts of the entire process. A well-designed dry gas seal system will prevent extensive damage to the dry gas seal, compressor and process. Compared to pump operations, dry gas seals and compressors usually operate at higher speeds and pressures. Every component of a dry gas seal must be designed to manage exposure to extreme conditions.
Five factors influence the reliability of dry gas seals:
- The seal
- Separation and process seals
- Seal selection
- The dry gas seal panel
- Auxiliary systems
Each factor must be analyzed to identify what is required for the application. When selected correctly, they will provide the best dry gas seal system and deliver the highest reliability achievable from dry gas seals. Not only will this provide reliable dry gas seals with a minimum of six years mean time between repairs (MTBR), it will also reduce utility, maintenance and repair costs.
Improvements Increase Reliability
Over the years, features in dry gas seals have changed, improving the technology. Many small adaptations have taken place to correct the flaws or deficiencies of past dry gas seal systems. These changes range from adjusting the hardness/durometer of an o-ring for handling high-pressure dry gas seals to using polymer gaskets, which have no depressurization limits and will not take a set such as elastomers do. The question is, “Although these are small improvements, how do they affect the reliability of dry gas seals?”
Since the first dry gas seal was developed, tested and installed 32-years ago, the knowledge gained from upgrading oil seals to dry gas seals, analyses of dry gas seal failures and troubleshooting dry gas seal failures at site have identified the need for auxiliary systems and the necessity for improvements in the dry gas seal.
Through all this, many dry gas seal designs were identified as unsuited for the applications in which they were installed—including the use of improper materials of selection that resulted in seal failures, incorrectly installed seals that limited seal life and poor dry-gas-seal panel designs that caused unnecessary compressor shutdowns. In many instances, when designing dry gas seal panels, little consideration has been given to piping configurations, auxiliary systems and utility costs even though all these affect the reliability of dry gas seals.

Choosing Seal Features
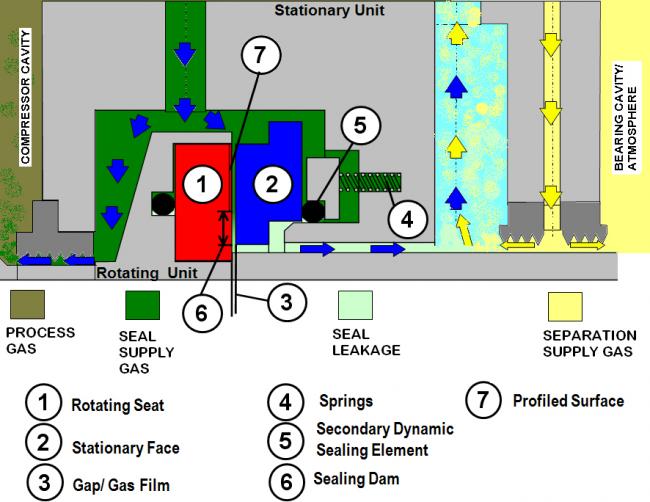
Because dry gas seals operate under extreme conditions, choosing the right seal features can substantially increase the reliability by ensuring that they maintain a gap between the rotating seat and the stationary face. To understand this, let’s start with the basic principles of a dry gas seal (Figure 1).
A dry gas seal creates a film of gas (3) between a rotating seat (1) and a stationary face (2). This film of gas (or gap) between the seal faces must be generated and maintained at 150 to 200 micro-inches so the seal faces do not touch and the smallest amount of gas is allowed to leak through the seal.
This gap can be generated in two ways
When applying pressure to the seal
When the rotating seat is turned fast enough to pump gas between the rotating seat and the stationary face
The rotating seat is fixed to the compressor rotor, and the stationary face is connected to the compressor case. The stationary face must adjust axially to maintain the gap as the rotating face/compressor rotor moves and as the compressor case expands and contracts from changes in heat and pressure. To manage axial movement, the stationary face must move freely when required, and as a result, the dynamic secondary sealing design is key to attaining a response to axial changes without resistance or delay. Therefore, a reliable dry gas seal will have a parallel gap of 150 to 200 micro-inches between the rotating seat and the stationary face even when axial movement occurs.
Because the gap is so small between the faces, a clean dry gas is required with particles less than 150 micro-inches because larger particles will expand the gap. With smaller particles, if the groove does not have a feature to ensure that particles pass through the seal faces, even finer filtration will be required to minimize build-up of contamination in the grooves.
Do not be mislead when people say: “The gas being supplied is clean.” Everyone has a different definition of “clean gas,” and almost no piping or process has a gas quality with debris of 150-micro-inches or less. How can end users ensure that their dry gas seal will only encounter clean dry gas? Essentially, a clean dry gas environment must be created for the seal. When this is done correctly, the seal will provide a long and profitable life.
Process and Separation Seals
To create the right environment for the seal, contamination must be prevented from entering the seal. From the process side, a process seal is required to prevent process gas from contaminating the dry gas seal environment. On the atmospheric side, where lubrication oil is present, the oil must be stopped from entering the dry gas seal environment.
To prevent a dangerous condition, process gas cannot leak into the bearing cavity, which could cause an explosion or expose operators or the environment to hazardous or toxic gas. To eliminate this danger, a separation seal (Figure 2) is used on the atmospheric side of the dry gas seal. Since a number of separation seals are available, selecting the correct seal for the application is important.
Choosing a Seal Configuration
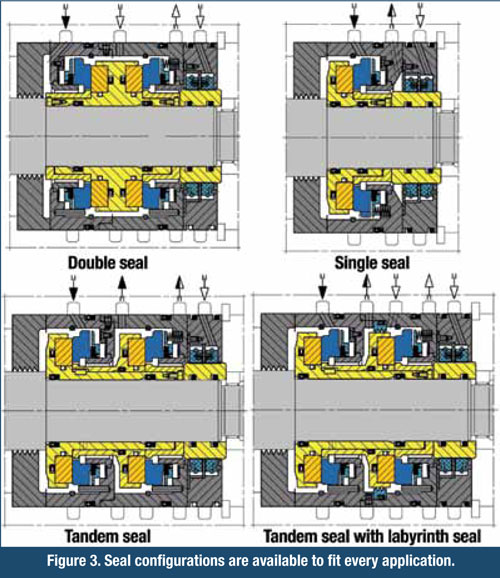
Next, a seal configuration must be chosen (Figure 3). There are single seals, double seals, tandem seals, and tandem with intermediate labyrinth seals. So how do you know which seal to use for your application? To assess what seal configuration will meet the requirements for the application, it is important to know: the operating conditions of the seal and the process gas; what seal supply gas is available; and if a back-up seal is required.
Available utilities can affect which seal configuration is used. Other aspects to consider include:
- Safety
- How to manage a primary seal failure
- The length of space available and how it affects the compressor’s rotor dynamics
All these factors must be identified when selecting the dry gas seal configuration, process seal and separation seal to assemble the best dry gas seal cartridge for the application.
Dry Gas Seal Panels
Once a seal configuration has been selected, a panel (Figure 4) must be designed to support the dry gas seal cartridge. The panel design must deliver sufficient, quality seal supply gas to the dry gas seal. This will prevent liquid from forming in the seal gas when subject to changes in temperature or pressure. The panel will monitor the leakage rate of the dry gas seal and provide alarms and shutdowns to prevent process gas from leaking should a primary seal failure occur. It will also verify that the secondary seal or back-up seal is intact and provide process gas containment in the event of a primary seal failure.
If an intermediate labyrinth is part of the cartridge, a secondary seal supply will be provided to flush all the process gas to the vent system. A system to control the secondary seal supply flow will then be needed. Some applications require that the compressor to continue to operate on the secondary seal when the primary seal has failed. Continued operation allows for a controlled shutdown of the process and prevents the loss of millions of dollars of catalyst. In this case, the secondary vent must be monitored.
Lastly, a system to control flow to the separation seal is required. All these components are needed to provide an efficient system for controlling the supply and quality of gases to the dry gas seal and to monitor the seal’s health.


Identifying Auxiliary Systems
The final factor that influences the reliability of a dry gas seal is the auxiliary system. Typically, auxiliary systems (Figure 5) are chosen when the seal and seal supply are selected, as these choices have major influences on what is included in the auxiliary system. When identifying what to include in an auxiliary system, the reliability of the seal gas supply flow must be assessed to determine if it will provide a flow during all conditions, such as start-up and recycle. If an alternate gas is used, can pressure build up in the compressor be managed?
The quality of the seal supply gas must also be assessed to ensure that no liquids are formed during changes in gas pressure and temperature. The seal gas will drop in pressure from the supply pressure all the way to the atmospheric side as it leaks through the dry gas seal. Factors that can influence seal gas temperature are process gas temperature or environmental conditions, which can drop the temperature of pipes or the compressor to the point that liquid will form in the seal gas supply. All these conditions must be identified to ensure that no liquids form that will affect the operation of the dry gas seal during dynamic as well as static conditions.
Conclusion
All these factors—seal design, process and separation seal, seal configurations, dry gas seal panels and auxiliary systems—must be reviewed, assessed and designed for the seal’s intended application. With strict adherence to these guidelines, a dry gas seal system can be designed that offers the highest efficiency and reliability, preventing unnecessary plant shutdowns and subsequent loss of production and catalysts.
The next article, in the March 2012 issue, will focus on selecting the proper seal features—face materials, groove geometries, secondary sealing elements and gasket extrusion/explosive decompression—to provide a reliable dry gas seal system.
Pumps & Systems, February 2012
