
Indirect factors can directly impact the true efficiency of the product-transfer process, if not considered and monitored.
For months, the focus of the Pumps & Systems "Efficiency Matters" column has been on pump design, installation and operation, factors that directly affect the energy consumption of the pump itself. For example, the April and May 2010 articles on pump performance bands discussed how normally, when a positive displacement pump has less slip, it will more efficiently pump the fluids. The amount of product pumped per unit of energy used would be considered a direct measure of efficiency.
However, the decision-maker who is tasked with optimizing energy use and reducing costs must also consider indirect costs. The global energy impact decisions must also be made. This article explores how pump design can affect three indirect efficiency areas:
- Use of seal coolant (water) with associated cost and water treatment
- Pump design that affects efficiency of product recovery
- Pump design that reduces loss and waste treatment energy usage and costs
These indirect factors often result in energy creep. This is when indirect efficiency issues are not monitored and unintended waste occurs.
Energy Efficiency of Mechanical Seals
While seal cooling or flush only applies to a subset of pump applications, it serves as a good example of an indirect efficiency issue for those analyzing the total energy footprint of pump selection. Frequent applications can be found in the food, beverage and pharmaceutical industries where transferring sweeteners that tend to crystallize on seal faces can cause premature seal failure. (See Figure 1.) Traditionally, the common solution has been to use advanced seals (most of which are not permitted or adaptable for hygienic applications) or using mechanical seals with water or other fluid flush.

Figure 1. Transfer line from sweetener storage
However, seal water usage on pumps is a classic case in which energy creep can occur. It is typical over time that the volume of seal water is increased to be safe. In fact, some experts in the industry note that we typically see 10 times the amount of water used for seal flush than what is necessary.
Benefits of Eccentric Disc Design
Negating the use of seal water altogether can help to avoid this cost (and possible creep). The solution is to use pumps that have totally sealed pumping chambers and do not require seal flush. Diaphragm and magnetic-drive pumps may be familiar options. However, new to the field are eccentric movement pumps that better fit some applications that are not suitable for the former pump styles.
Most processors realize that water is becoming a valuable (and increasingly expensive) natural resource. Water is a visible expense as the county, city or other sources that provide it are passing onto the processor the costs to supply and then treat it. If the processor treats the water, he can determine the energy usage and costs for this. As an example, a processor who handles sweeteners in the confectionary industry calculated that his plant's total cost for water used in flushing seals was more than $10,000 per year/per pump.
In another case, a processor that makes sauces in the Southeastern U.S. was faced with a permit cost of more than $400,000 if additional water was to be used in the plant. This hurt growth. In addition, if water is used over and above limit, the county must expand its water-treatment capacity. Whether it is a per-pump water use cost or permit cost, new options to negate the use of water means less energy used to supply and treat the water, as well as other costs that may be incurred.
The eccentric movement or eccentric disc design for sealing pumps is an alternative to the magnetic drive or diaphragm, no-flush options. The eccentric movement sealed pumps do not use mechanical seals and, therefore, seal flushing is not applicable or needed. Compared to magnetic drives, the eccentric movement can be implemented so that it is sanitary/hygienic and also withstands semi-abrasives better. Finally, the eccentric movement does not produce heat buildup.
This pump also offers efficiency because of low slip (a direct efficiency parameter). With this pump, the example of indirect cost through water consumption is eliminated, and the global efficiency of the pumping solution within the application is realized.
The eccentric movement pump negates the use of dynamic seals. In most cases, this pump is driven by standard rotating drives. This drives the shaft within the pump with a coupling. However, unlike most pumps, the shaft is machined on different planes so that the drive end of the shaft is on a different plane than the tip that is driving the pumping mechanism (See Figure 2.).
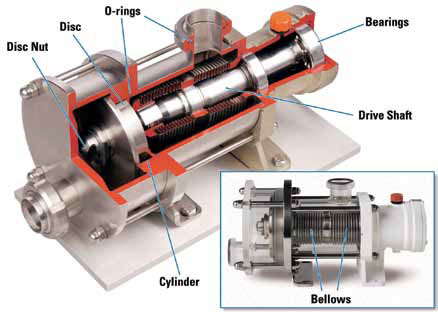
Figure 2. Eccentric Disc Design Pump Cutaway
Attached to the shaft are bearings and both are enclosed by a hermetically sealed metal bellow or rubber boot. The shaft rotates, the metal bellows or rubber boot does not rotate thanks to the bearings. Instead, it flexes in an eccentric motion. This flexing is minor and within the elastic range of the stainless steel so that preventive maintenance inspection is recommended at 150-million duty cycles.
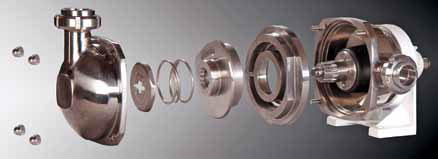
Eccentric Disc Design Pump Components
The actual pumping mechanism is similar to the peristaltic effect of hose pumps, but this pump does not use hoses, so it does not fall victim to any of the possible issues associated with them. The disc of the pump is driven by the eccentric movement of the shaft, which produces a peristaltic effect on a channeled cylinder. Product flows in an inner and outer pumping chamber, producing fully complementary flows. The pump, therefore, does not produce pulsation. Since this pump does not depend on clearances for operation and, in fact, takes up clearance that could be generated by wear, the pump has negligible slip. The result of this was illustrated in the “Efficiency Matters” columns published in Pumps & Systems April and May 2010. With no mechanical seal, there are no surfaces on which products, such as corn syrup, liquid sugar, glucose or any number of difficult-to-seal fluids can crystallize. Therefore, the need for flush water to remove these products is eliminated.
Why Discard What You Already Pumped?
The eccentric movement pump concept goes beyond resolving global efficiency issues from a water or seal-flush use perspective. During the production cycle of a traditional pumping system, startup and shutdown are highly inefficient because:
- The pumping system is not stabilized, so the product being pumped is not to specification and must be re-worked or treated.
- For most pumps, once the inlet tank is empty and the pump loses prime, the discharge line remains full of product and also becomes a loss.
It is clear that pumping a product and then not using it is an inefficient use of resources. Disposing or treating this unsuitable fluid further adds to this inefficiency.
Efficiencies when Starting a Process
Since it has essentially no slip, the eccentric movement technology is able to produce a stabilized and usable product flow much earlier in the startup process. This compares with pump styles that have slip and require a control system to adjust and compensate. As a field application example, companies that use spray-drying processes find this to be the case in their operations.
Typically, processes of this nature begin on water for calibration and stabilization. The water is replaced with actual product. However, a process upset occurs when this change occurs. The degree to which a pump has no slip and can maintain constant flow during the transition is related to how the process retains stability and product losses are minimized during transition. In the case of spray driers, much like shower heads, if flow changes the spray pattern changes, rendering differences in the product and possible rejection.
Efficiencies when Ending a Pumping Process
On termination of a process, the residual product left in the pump discharge line also represents an opportunity for added costs, as well as waste-treatment costs.
In another field application example, a company that produces coffee extract was able to recover an additional 400 pounds of product at the end of each run because, even after the feed tank was empty, the pump continued to effectively pump air, thus helping purge the line. Pumps that are able to run dry and perform this way can produce a compressor effect following the product. Pumps that employ the eccentric movement principle produce such an effect. When considering the effect of efficiency, recovering 400 pounds per run meant:
- Resources did not need to be used in treating it as waste
- All the resources to produce it were not lost
- Resources would not be used to reproduce the lost coffee extract
The additional, indirect efficiency issue was that coffee extract was aggressive on mechanical seals and required advanced seals or water flush. Eccentric movement technology, with its sealless design, also helped in this application because resources were not expended for seal water, product was not lost, and treatment to remove the lost product was not needed.
Putting It All Together
While it is important to consider the direct efficiency parameters of a pump, such as the amount of product pumped per unit energy consumed, considerations should include the indirect efficiency consequences of pump technology selection. The issues of periphery services to the pump—such as seal water, or consequences of the pump design, such as the amount of product loss and waste treatment costs—all combine to create the true efficiency of the product-transfer process.
Pumps & Systems, October 2010
