
Multiphase pumps for crude oil are multifunctional. They reliably pump mixtures of crude oil, formation water and natural gas in vastly differing concentrations and compositions. The pump’s sensitive components include mechanical seals. These are generally equipped with complicated purging and lubricating systems to allow them to function without interruption, despite the multiphase mixture. Problems such as overheating because of dry running or erosion of the sliding surfaces by abrasive media are overcome by using these systems. Diamond-faced mechanical seals for booster pumps also help pumps operate more efficiently. One seal company demonstrated the benefits of diamond-faced seals by using them in the extreme conditions of the Panacocha oilfield in Ecuador’s Amazon region.
A German pump manufacturer was the customer and development partner for this mechanical seal. The seal was designed for high availability, minimal maintenance and coated with a special diamond-faced coating. The German pump manufacturer produces screw spindle pumps, typically displacement pumps, and is well-known for multiphase and subsea technology.
Ecuador is the 4th largest crude-oil-producing country in South America. In 2009, the pump manufacturer received approval from the state-run Petroamazonas EP company to supply three powerful multiphase pumps for a project in the primeval Amazonian rainforest. The Panacocha project was linked into the network in October 2010 and is ultimately designed for 16 boreholes and a daily output of 25,000 barrels of crude oil. In this project, the booster pumps were needed to transport the pumped multiphase mixture at high pressure through the 500-kilometer-long pipeline to the Esmeraldas refinery on the Pacific coast.
The benefit of the multiphase concept is that, in the past, the heterogeneous mixture of crude oil, gas, water and different solids from the oilfield was separated and then transported via separate pipelines. Currently, a single multiphase pipeline is sufficient. This has proved to be a significant advantage in environmentally-sensitive projects.
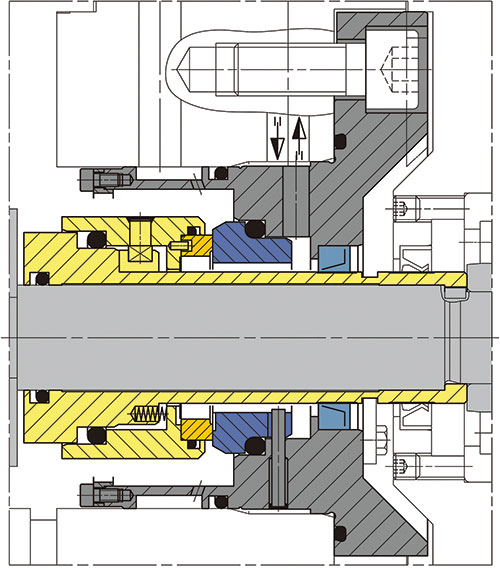 Cross-section drawing (simplified) of the diamond-faced mechanical seal
Cross-section drawing (simplified) of the diamond-faced mechanical sealMaintenance-Free and Robust
For pipelines and pump stations, less is more. However, it is also true for the design of the mechanical seals in the pressure booster pumps for the Panacocha project. The customer has collaborated closely with the seal company for decades and, for this project, needed simple and reliable single seals for the multiphase pumps installed deep in the Amazon jungle. The application demanded a mechanical seal that was as maintenance-free possible but still robust in the harsh environment. It must also be used in an unmanned station.
The seals for Panacocha were intentionally not based on the API Plan 32 method. Plan 32 involves supplying a clean fluid (generally water) from an external source upstream of the seal. It is the standard for many multiphase applications. The supply of liquid provides a constant lubricating film in the sealing gap between the sliding surfaces and offers effective protection against inadequate lubrication. This is important if gas is pumped for long periods, and the risk of overheating and dry running are particularly great. Another benefit is the permanent purging and keeping the solids-contaminated pumping medium away from the sliding surfaces. This prevents the early wear and leaks that could be caused by abrasion. The main disadvantage of API Plan 32 when used in remote locations is the cost of logistics and monitoring, which is why this method was not a practical option for the Ecuador project.
Diamond-Facing—Strong Without Liquid Lubrication
A seal that demanded little to no servicing and would work under harsh operating conditions—such as inadequate lubrication, high temperatures and exposure to abrasive solids (even without external liquid lubrication)—was required for the project. For this challenge, the seal company presented diamond-facing during a meeting of all the project partners. This coating technology for sliding surfaces was introduced by the seal manufacturer in 2007 and has since successfully installed in more than 2,000 mechanical seal applications in extreme conditions.
The coating method was developed in collaboration with the Fraunhofer Institute for coating and surface protection technology in Braunschweig, Germany. The silicon carbide sliding surfaces are coated with a closed layer of polycrystalline diamond. The diamond layer is up to 10 micrometers thick and is applied under vacuum at temperatures of 1,200 C. It is characterized by its extreme hardness, high wear resistance, excellent thermal conductivity, chemical resistance and low friction, which explains why the project managers decided to use diamond-facing in the Panacocha project.
Managing Costs
Many years of experience and excellent cooperation with the pump manufacturer meant that the sealing solution could be integrated into the pump without great expense. Since the sealing concept was previously proven, it took only a few steps to supply a diamond-faced seal that met the requirements. The finished product is characterized by its cartridge design, balanced principle springs that are protected from the product, and suitable secondary seals that can handle the challenges associated with pressure, temperature and medium composition.
Diamond-facing the bearing ring and stationary seat ensured that the sliding surfaces can withstand dry running for several minutes without damage and handle temperatures in the sealing gap of up to 300 C without problems. This was all possible without using complicated API Plan 32 systems. The diamond-faced mechanical seal is equipped to cope with abrupt fluctuations in the media content of the pumped mixture, which are common in multiphase applications. The spectrum ranges from pure gas to water or oil with differing solids contents.
Optimized Peripheral Issues
Even though diamond-faced seals were the ideal solution to handle the difficult conditions at Panacocha, a few details needed to be addressed. All the metal components of the preassembled cartridge were made from super-duplex steel (G4) because of the high chloride content in the formation water (the water that is pumped up from the ground with the oil/gas mixture). To optimize the service life of the mechanical seal, the seal company chose an unpressurized quench for the Panacocha solution. This involved providing an unpressurized oil quench (ISO VG32) from the atmosphere side, per API Plan 62. This is distributed on the back of the sliding surface via milled hydrodynamic oil grooves or pockets, providing a slight cooling effect. These detailed and high-precision additional measures allow the diamond-faced system to perform to its best effect.
The seal company’s consulting engineers at the place of use in Ecuador observed how the diamond-faced Panacocha seal (four of which are installed in each booster pump) works efficiently in practice. Despite operating continuously, no signs of faults in the seal have been observed. The service life should greatly exceed the guaranteed warranty period of one year. So far, the seals are running as if lubricated—even without constant liquid lubrication.
