Maintaining a constant sludge temperature in the agricultural, industrial or municipal markets can be challenging. Sludge heating has been typically performed using indirect heating methods, especially from a heat exchanger. However, suppose a user is looking for an alternative that is an efficient, cost-effective solution for heating sludge. In that case, direct steam injection (DSI) heaters are a solution.
Although they are common in heating fluids in food and industrial applications, DSI should also be considered for heating anaerobically digested sludge. These heaters can handle viscous slurries without burn-on, plugging or fouling—and achieve better methane production and sludge stabilization results because of precise temperature control.
Direct Steam Injection
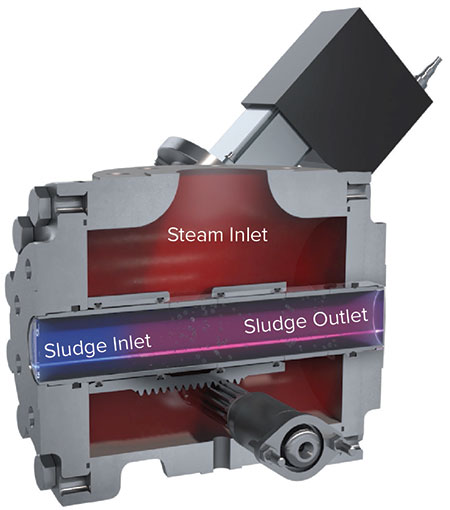
DSI is a direct heating technology. It transfers heat by injecting steam directly into the sludge, resulting in more on-demand heat transfer and more efficient energy use. Direct-contact steam heating can provide 100% thermal efficiency because both the steam’s sensible and latent heat is used. Energy savings can result from more than 20% to 25% compared to a heat exchanger.
Heaters engineered for sludge have a straight tube design and are installed inline, allowing unrestricted flow and pressure drop prevention.
Heat Exchanger
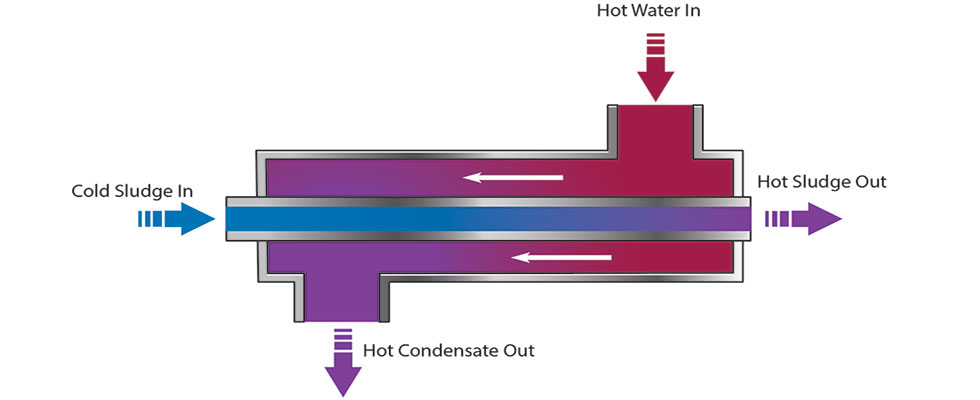
A tube-in-tube heat exchanger is a common method for indirect heating. It consists of a long, double-walled tube in which the sludge is heated with hot water through an annular opening and typically operates in a counterflow manner.
IMAGE 2: Indirect heating cross-section
Water temperatures feeding the heat exchanger are typically kept low (below 150 F or 65 C) due to the sludge’s tendency to form deposits on the tube walls at higher temperatures. However, low temperature, increased water velocities and high-water flow rates are needed to achieve the desired set point.
Benefits of DSI Heaters
Sludge heating presents several challenges in wastewater. A treatment plant must weigh installation costs versus operating and maintenance costs over the equipment’s operational life. These factors include floor space constraints, control and performance issues, fouling and maintenance.
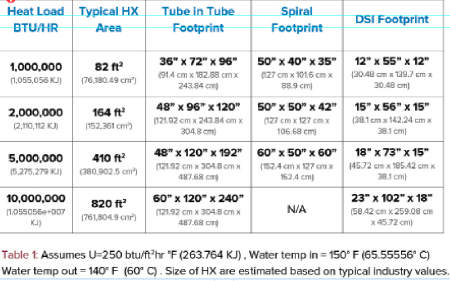
Floor space
Consequently, the larger the footprint of an indirect heat exchanger, the more floor space is required near the digester to reduce pressure and heat losses in the piping network. DSI heaters require little floor space. Often, they are installed directly into the piping system, resulting in no net floor space requirements.
For installations using a steam/water heat exchanger, there will also be a need for a condensate return system. This system requires a steam trap, collection well, condensate return pump and the associated piping to return the condensate to the boiler. Because this equipment is not necessary for a DSI heater, the installation costs and time requirements are lower.
Performance
Due to tight constraints on allowable water temperature (below 150 F or 65.5 C) and fouling concerns, the heating surface of a heat exchanger must be larger than what would be desired for this installation.
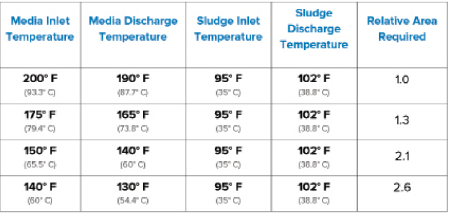
The table above shows the effect of inlet water temperature on the heat exchanger size required as the water temperature drops closer to the digester’s operating temperature. As can be seen (Image 4), a heat exchanger operating with an inlet temperature of 140 F (60 C) requires 2.6 times the area that a heat exchanger would need if the water temperature could be raised to 200 F (93 C). The upper limit on the media temperature for sludge heating, coupled with the mass of the heat exchanger, results in limited ability to vary the media temperature or flow rate to manipulate the discharge temperature quickly and accurately in response to process changes. As a result, an inherent dead band in the temperature control loop results in temperature swings during operation.
IMAGE 4: Temperature requirement and size evaluation in heat exchanger
Temperature swings can cause the tube wall to periodically exceed the desired maximum temperature, resulting in incipient fouling, setting up a process by which fouling can continue to the point of the heat exchanger becoming unacceptable for the intended use. There is no heat transfer barrier with DSI heaters.
As a result, temperature control is good, and the system can respond quickly and accurately to process changes.
An upturn in biological activity can be seen when maintaining a tight temperature band and eliminating hot or cold spots in the digester.
With constant digester temperature, improved methane production and sludge stabilization occur. Cost savings are possible through optimizing the anaerobic digestion process by keeping microorganisms at the required temperature to maximize effectiveness and increase methane gas production to power the boilers. The ideal temperatures are 85 F to 100 F (29 C to 38 C) for mesophilic digestion or 120 C to 140 F
(49 C to 60 C) for thermophilic digestion.
Not as much digestion time is needed because the sludge maintains its temperature more regularly throughout the digester. In addition, 20% to 25% of energy costs are reduced due to the DSI heater’s high efficiency.
Fouling
Fouling in heat exchangers can occur wherever a fluid with dissolved or entrained solids contacts a surface warm enough to cause them to precipitate or melt. Solids in the sludge can burn onto a surface at around 150 F (65.5 C).
As a result, water temperatures must be kept below this level, virtually eliminating steam as an energy source in the heat exchanger. Sludge velocities are kept high (>4 feet per second [ft/s]) to reduce the potential for fouling, so the higher rate increases wear on the tube and results in higher pressure drops through the heat exchanger.
DSI heaters have no hot surfaces where burn-on can occur. As a result, no special tools are required to maintain a DSI heater, which helps minimize downtime. In addition, injected steam drops to the sludge’s discharge temperature virtually instantaneously, eliminating hot spots that could cause precipitation along the surface.
Maintenance
Tube-style heat exchangers must periodically be cleaned to remove scale and buildup on tube walls. When this material gathers, it plugs units, causing valuable maintenance time to be spent on these units being opened and manually cleaned to remove the solids clogging the system. The buildup may be fats, mineral
deposits, wipes or rags collecting in the sludge stream.
All heat exchangers used in sludge heating are designed to be cleaned periodically, and maintenance lasts one-half to two days. Spiral heat exchangers are usually less prone to build-up due to their higher velocity. However, they are more likely to develop plugs if rags or more oversized objects enter the rounded curved tubes, forcing maintenance staff to open these units and manually remove the foreign object.
Because most DSI heaters have no hot surfaces where burn-on can begin, no maintenance is required to keep them clean. In addition, the straight-through design of the DSI sludge heaters ensures that wipes and rags do not get caught and plugged into the heater. There is no maintenance needed to keep them running and clean.
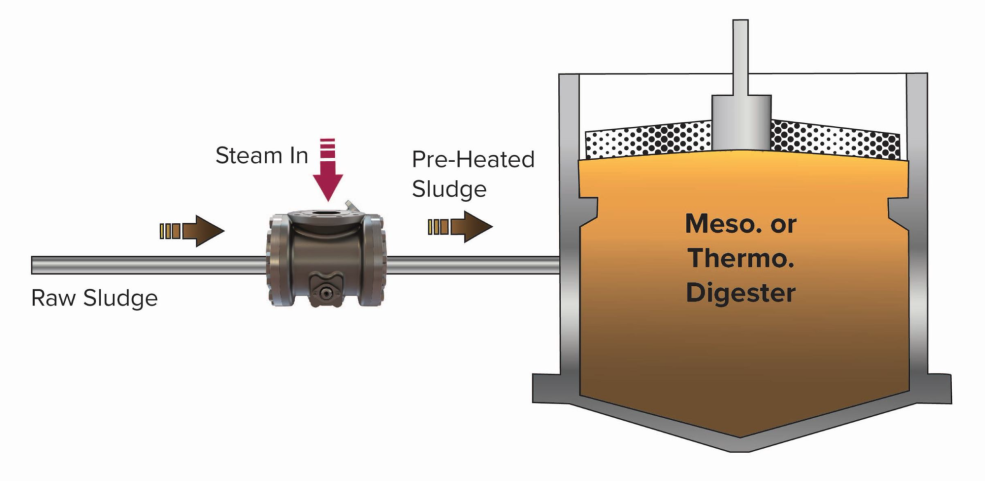
DSI heaters can be ideal for heating and maintaining the sludge temperature in anaerobic digesters. They precisely control process fluids, minimizing the potential for disrupting the anaerobic digestion process while needing less floor space as they are directly installed into the existing system piping.
IMAGE 5: Placement of DSI sludge heater in anaerobic digestion preheating
In addition, DSI heaters are easier to clean and reduce maintenance by operating continuously without plugging or fouling due to the DSI sludge heater’s straight-through design.
Dan Jaworski is the regional sales manager – industrial and wastewater at Hydro-Thermal Corp. He may be reached at info@hydro-thermal.com. For more information, visit hydro-thermal.com.
Explore how technological advancements in online motor testing and diagnostics are revolutionizing predictive maintenance (PdM) through voltage and current signature analyses.