


Because the chemical industry is highly diverse, a particular pump style that works well in one chemical plant may be a complete failure in another chemical application. Processes may be highly acidic, corrosive and potentially abrasive depending on the final product.
When processes are not highly corrosive or abrasive, more conventional pumps, such as centrifugal pumps, can be used with great success. When corrosion and abrasion enter into the equation, however, engineers may need to search for alternatives.
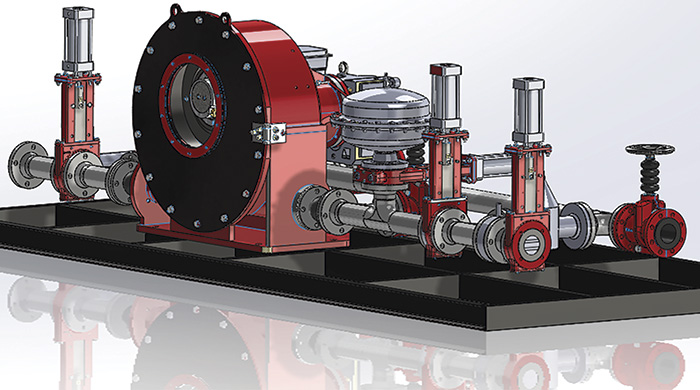 Figure 1. A packaged pumping system complete with knife and pinch valve isolation, safety relief valves, pulsation dampening and pump (Graphics courtesy of Flowrox Inc.)
Figure 1. A packaged pumping system complete with knife and pinch valve isolation, safety relief valves, pulsation dampening and pump (Graphics courtesy of Flowrox Inc.)Potential Solutions for Corrosion & Abrasion
Two pumping styles that can withstand abrasion and corrosion are peristaltic pumps and progressive cavity pumps. Each style has its strengths and weaknesses.
For instance, progressive cavity pumps will perform best when the medium is more homogeneous, while peristaltic pumps can respond well with varying levels of material consistencies and sizes. Large particles typically pass through peristaltic pumps without damaging the rubber hose. In some cases, peristaltic pumps have been used to pump strawberries or baby carrots in solution without damaging the fruit or vegetables.
Progressive cavity pumps can pump at much higher flow rates than peristaltic pumps. While they can pump several thousand gallons per minute (gpm) in larger sizes, they often cannot pump the high solids content that some peristaltic pumps can handle.
New Peristaltic Designs
One new design can pump up to about 80 percent solids and flows up to 450 gpm continuously with a single 4-inch-diameter peristaltic pump.
The new high-flow peristaltic pumps have a single-roller design that is capable of producing about twice the continuous flow capabilities of some double-shoe, 4-inch peristaltic pumps. In addition to having significantly higher flow capacity, the single-roller design produces other positive attributes compared with shoe-design peristaltic pumps.
The idea that the medium determines the life of rubber hoses in peristaltic pumps is not typically correct. The No. 1 determining factor of rubber hose life in peristaltic pumps is how many times the rubber hose compresses. A shoe design or double-roller design compresses the rubber hose twice during every 360-degree revolution. A single-roller design pump only compresses the hose once every 360-degree revolution. The result is that the hose lifetime in single-roller designs is more than twice that of two-shoe or two-roller designs.
In addition, a single-roller design generates virtually no heat when operating. Shoe designs rub against the rubber hose during operation and generate significant heat. As a result, shoe-design peristaltic pumps experience further deterioration of the rubber hose because of this heat buildup. Shoe-design peristaltic pumps also use large amounts of glycerin to dissipate the heat generated by the rubbing action. A single-roller design requires a fraction of the glycerin, which can save the user $500 to $2,000 per hose change because of the small amount of glycerin required.
Finally, a single-roller design can operate at as much as five times the revolutions per minute as shoe designs and not generate any significant heat. The hose lifetime often will be three to five times longer than shoe designs.
One power plant was using 4-inch-diameter shoe-design pumps to pump lime slurry and was incurring $29,000 in operating costs associated with those pumps. The plant chose to change to a 2.5-inch single-roller design and reduced its operating costs to $9,000 per year. The 4-inch shoe-design hoses were failing approximately every 500,000 revolutions, while the 2.5-inch single-roller design hose lifetime was more than 2.7 million revolutions.
Best Environment for Pumping Systems
As new systems and equipment are added to processes, it can be difficult to make the environment optimal for different pump types. A contractor installing the pumps may not be aware of best practices for each pump style and may make errors that increase pump wear and downtime.
It is important that pumps, valves and safety devices are mounted in an environment that is safe and optimal for the pumps. The mounting structure for the pumps can be a containment basin to catch any undesired leakage. Many pumps can be mounted on one packaged pumping system that is plug-and-play—drop it in place, connect the power and piping, and start pumping.
Successful Material Selection
Several techniques can be used to help equipment survive in corrosive chemicals. One method is to employ corrosion-resistant alloys that can withstand chemical attack. This method may be successful but also could drive capital expenditures to extreme levels because of the cost of materials such as titanium, hasteloy C and monel. In some chemical operations, Teflon-lined piping, Teflon-lined valves and pumps using Teflon internal wear components such as diaphragm pumps are used successfully.
Both peristaltic pumps and progressive cavity pumps use rubber as the main wear component. Several rubber compounds perform well with various types of chemicals and abrasion (see Table 1).
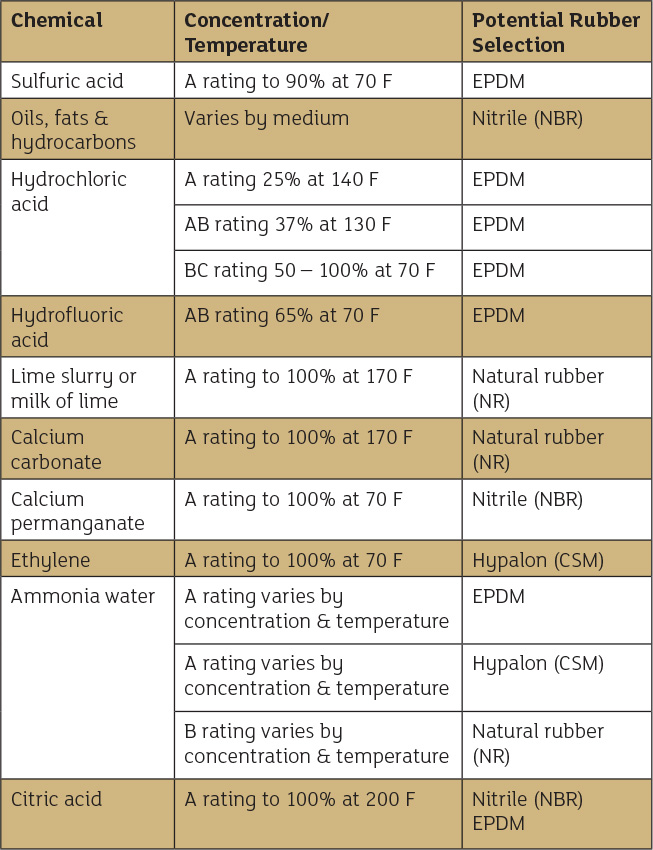 Table 1. This is a general guide for chemical compatibility. As temperatures and concentrations vary, certain materials become unacceptable for use with certain chemicals. Check with the pump or valve manufacturer to determine effectiveness of various materials and usability.
Table 1. This is a general guide for chemical compatibility. As temperatures and concentrations vary, certain materials become unacceptable for use with certain chemicals. Check with the pump or valve manufacturer to determine effectiveness of various materials and usability. In most peristaltic pumps, the rubber hose is the only component that is in contact with the medium. In progressive cavity pumps, other metal components such as the rotor are in contact with the medium. For this reason, users must carefully consider material selection.
When selecting various pumps, the medium, pressure, percent solids, temperature and many other variables often determine which pump is ideal for an intended application. In one pump application, up to three different styles may be chosen, and there may be three to four different brands to choose from in each style.
Users must be aware of the differences in each pump type to make the best decision for their operations.