


Q. We plan to purchase several slurry pumps and understand that this service is considered severe duty. What guidelines should be followed regarding pump selection based on good wear resistance?
A. Pump wear is affected by the pump design, the abrasive nature of the slurry, the specifics of the application or duty conditions, the way in which the pump is applied or selected for the duty and the actual conditions of service. Wear inside the pump varies significantly depending on the velocity, concentration and impact angle of the particles. It is normally most severe in the impeller seal face area of the suction liner, followed by the vane inlet and exit. The casing wear amount and location also vary with the shape of the collector and as a percentage of the actual operating conditions compared to the best efficiency point flow.
With only routine maintenance, many slurry pump wear parts may last for years. Services, such as transportation of high concentrations and very abrasive or large solids, can sometimes reduce a part’s life to several months. Larger pumps with thicker sections, more wear material and slower operating speeds can improve life in all applications, although the significant associated product cost increase may not be warranted in certain cases.
Analytical and numerical models are available for making qualitative predictions of wear. Their limitations and the variability of slurry service are such that wetted component life prediction is still only good for estimation and should not be used for guarantees. These estimates are normally based on the specified operating condition of the pump and may vary greatly if the pump is operated under significantly different conditions. Using such an analysis, a life-cycle cost (LCC) evaluation of the capital, power, wear and other costs associated with the pump operation can be used to estimate the best balance between different pump designs. Such analysis is largely theoretical, however, as wear can be unpredictable in actual service.
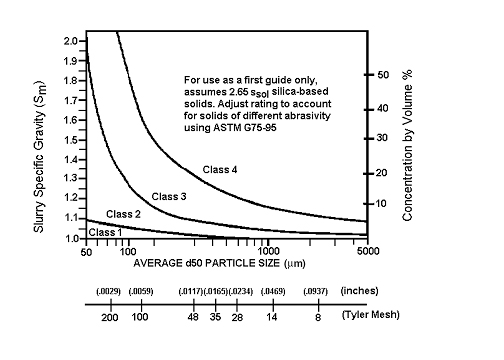
Ranking the slurry into light (class 1), medium (class 2), heavy (class 3) and very heavy (class 4) services, as shown in Figure 12.3.4.2a, provides a practical tool for pump selection and, in conjunction with Table 12.3.5a, a means of recommending limiting pump operating heads.
The boundary lines between the service class areas in the chart approximate limits of constant wear modified for practical considerations and experience. Capital and operating cost considerations are such that different (higher specific speed) designs may be employed for the lighter service classes.
The slurry service ranking shown in Figure 12.3.4.2a is based on aqueous slurries of silica-based solids pumping (Ss = 2.65). It can also be used to provide guidance for mineral slurries if an equivalent specific gravity for the mineral slurry is used to determine the service class.
Additional information regarding slurry pumps can be found in ANSI/HI 12.1-12.6, Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation, which is available at www.Pumps.org.
Q. Besides the obvious financial benefits derived from energy savings, what are the other important economic benefits of pump system optimization that affect the total cost of ownership?
A. When conducting a pump system optimization analysis, it is essential to look beyond the energy savings to capture the less apparent economic factors that can have a positive effect on the bottom line. Plant and corporate managers’ incentives are typically to minimize initial costs as a means to increase company profits when considering the investment of capital funds.
Decision makers historically have been more attuned to investing in projects that translate directly to the bottom line, such as capacity expansion versus lowering energy demand. Most energy efficiency projects have additional economic benefits that are overlooked, including the following:
- Higher productivity and product quality
- Higher reliability and lower maintenance
- Better environmental compliance
- Reduced waste byproducts
- Increased capacity and throughput
- Improved worker safety
It is widely recognized that energy efficiency projects stand a better chance of being funded if their ancillary benefits have been taken into consideration. Another way of looking at these projects is to consider the energy savings, which are often easier to identify, as financial justification for more appealing improvements, such as increased equipment reliability or better process management. Therefore, it is important to identify the savings opportunities associated with all LCC elements to help decision makers move forward with projects classified as energy efficiency.
Q. What different types of couplings can be used on pumps, and what are their functions?
A. The main function of pump couplings is to provide a mechanically flexible connection between two in-line shaft ends. Essentially, couplings join two pieces of rotating equipment. Their function is to transmit power while allowing some degree of misalignment or end movement.
Three basic types of couplings are: mechanical, elastomeric and metallic. The mechanical element types generally obtain their flexibility from a combination of loose-fitting parts and the rolling or sliding of mating parts. They typically require lubrication unless one moving part is made of a material that provides its own lubrication.
The elastomeric element types obtain their flexibility from the stretching or compression of the material. Metallic element types obtain their ability to withstand misalignment and expansion from the flexing of thin metallic discs or diaphragms.
The type of pump couplings that should be used is related to the power required by the pump. A small pump can be considered a pump under 100 horsepower. Since these pumps require a relatively low power input, they are able to use couplings where the flexible element can easily be inspected and replaced when necessary.
If there is a coupling failure due to high-torque loads or excessive misalignment, the flex element of the coupling normally is replaced. However, typically no damage occurs to other components. Types of couplings for smaller pumps include flexible grid, disc and elastomeric. In some small gear coupling designs, no lubrication is need because the outer sleeve is made of nylon or plastic.
Medium-power pumps use flexible grid, gear, disc and elastomeric type couplings. These couplings will exhibit good longevity, with premature failure occurring only when improper application or installation, lack of proper lubrication or excessive misalignment is a factor. Elastomeric couplings are used frequently for applications in which very high cyclic peaks occur since they minimize torsional loads on the equipment.
High-horsepower pumps are essential to ensure continuous operation at most facilities, and therefore, the selection and installation of their couplings are critical. For high-speed, high-torque applications, high-performance gear, disc or diaphragm couplings are frequently specified by the user.
The couplings are highly engineered designs that are manufactured and balanced specifically for the application. Many of these couplings use special alloy materials and fasteners.
Pumps & Systems, February 2012